




プラスチック加工事例
ソリのメカニズム(IMP工法)

射出成形においてソリの制御は高い技術が必要です。 ソリの要因が様々であることが最大の問題であり、下記にソリの原因を挙げる。 ・製品形状が要因の場合 ・材料の充填挙動によるもの(繊維配向問題も含まれる) ・金型表面温度が要因の場合 ・充填圧のアンバランスが要因の場合 ...
樹脂ブロックの販売(切削用)
当社はIMP工法を使った「IMPブロック」の製造販売を行っています。 開発時に量産を想定した材質により切削加工で部品を製造し、評価・検証を行う工程において評価精度を高めることが出来ます。 近年様々な樹脂材料が開発されております。アロイ技術であったり、添加剤の能力であったりしますが ...
金属部品の樹脂化の進め方(樹脂加工)
当社のオリジナル加工技術は「金属部品の樹脂化」を促進させるために開発した技術といっても過言ではありません。 例えば、常時、強い力が樹脂製品に掛かるとクリープ変形が起こります。金属部品の樹脂化における大きな妨げとなります。一般的な成形技術では肉厚の制約があり、厚肉にすることが出来ず ...
収縮率について(プラスチック加工)
収縮率は金型を製作する上でとても大切な要素です。 ある製品図があり、この成形をどの様な成形条件で行うか?成形サイクルを幾つに設定するかで収縮率は変わってきます。 材料メーカーから出されている収縮率は近年、色々な条件設定で収縮率を計算できるようになり、精度が高まってきました。しかし ...
樹脂の内部応力とアニーリング
樹脂製品においてアニーリングの目的は ①応力除去 ②寸法調整 ③結晶化促進 3種類です。 「応力除去」は射出成形ではゲート部と充填末端とでは応力の掛かりかたが異なる様に、製品における応力が不均一に分布しています。この応力を均一化することを目的としています。応力の均一化は製品の後変 ...
引張弾性について(プラスチック成形)
引張り弾性率は強度計算上とても大切な数値です。 一般的には材料メーカーから出されている数値を参考にし、その数値より安全率をみて強度設計を行います。 しかし、材料メーカーからの数値に遠く及ばない強度低下が現実の製品には発生します。 このことは残留応力であったり、ウェルドライン強度で ...
真空ボイドのメカニズム
真空ボイドとは溶融樹脂が固化する段階で体積収縮が発生し、固化が製品表面より進行することで製品肉厚中心部に発生する気泡です。気泡といっても真空状態のもので、透明樹脂でない限り肉眼ではボイドの存在は解り図らいといえます。 当社ではX線CTにより内部欠陥を観察できる測定器を設備し、安定 ...
「IMP工法」の真価
IMP工法は開発を2005年よりスタートさせました。 スタートのきっかけは自動車のアルミホイールを樹脂化出来ないかとの問い合わせからでした。自動車のホイールはその要求性能の高さゆえ、当社で開発するには荷が重いこともありましたが、自動車のホイール以外でも高強度部材の需要が見込めると ...
ウエルドラインについて
ウェルドラインの強度不足はプラスチック射出成形業界の永遠の課題でした。 特にガラス繊維等を添加した強化樹脂における強度低下はウエルド以外の強度の約50%程度であり、強化樹脂の持つメリットを十分に生かせないことが問題であり、樹脂製品の設計者を悩ませていました。特に長繊維強化樹脂の場 ...
真円度の改善(IMM工法のメリット)
金型を精度良く真円に加工しても成形品が歪み、真円度を大きく損ねることが多くあります。特にドーナツ形の製品においてはゲート位置のアンバランスから生まれる様々な現象が歪を招き、真円度を損ねます。ゲートバランスをある程度バランスよく配置することで、ある領域までの真円度は出ますが、それを ...
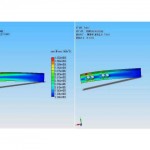
ソリのメカニズム
射出成形において問題の一つが、 「ソリ」である。 金型内で冷却された製品が金型から取り出された直後に 変形を起こしてしまう現象を言う。樹脂が固化する段階で熱収縮を起こし、 そこから発生する充填圧の変位によってソリが発生する 【原因】 ① 固化する速度の違いによるもの ② 製品中 ...
気泡のコントロール

写真はPOM樹脂(ジュラコン M90-44)の、一辺が12mm、長さが200mmの角柱の製品のカットサンプルです。 ご覧の通り通常成形において気泡が発生しており、外観はそんしょくの無い製品ですが、 内部にはこのような欠陥が潜んでいます。 ボイドは肉厚製品には必ず発生しますが、一 ...
ガラス繊維入り樹脂のウエルドラインについて
繊維状添加剤(ガラス繊維 カーボン繊維 チタン酸カリウム繊維 等)を含有した材料は繊維強化樹脂として高強度部材に使用されています。しかし製品の形状からウェルドラインが発生した場合、ウェルドライン部は強度低下部として存在します。一般的ガラス繊維の場合、その含有量や繊維の長さにもより ...
ブログのスタートです!!
昨年ホームページをリニューアルさせて頂きました。 多くのお客様と良い関係のもと、共同研究や委託研究などにより技術の蓄積を行えてまいりました。この技術の蓄積が当社の宝であることはいうまでもございません。 「IMPブロック」においても難加工材料に対応出来るようになりました。このことは ...
結晶性樹脂における成形サイクルの短縮
プラスチックの射出成形における成形サイクルの短縮はコスト低減の大きなテーマです。 特に非結晶樹脂に比べて結晶性樹脂はその性格上、成形サイクルの変動が寸法の変化やソリ・変形に直結するため、金型の作り込みが成形サイクルを確定してしまうといっても過言ではございません。 金型は溶融樹脂の ...
プラスチック成形に関する事例をご紹介いたします!
当社はプラスチック製品の量産を主に行っている企業ですが、開発色の強い企業であるとご認識下さい。プラスチックにまつわる基礎研究や企業間での共同研究、お客様からの委託研究などを行っており、技術の蓄積を常に行っております。 その意味で、公表できない内容も多く蓄積しており、個々のお客様へ ...
プラスチック製品に関することなら、PLAMOまで!
当社はプラスチック部品に対して優れた技術力を有しております。 お客様の要求性能を聞き取るところからスタートし、優れた製品を迅速に作り出すことを主眼に活動しております。 要求性能は寸法精度、複雑形状、強度、製品コストであったりしますが、材料特性・成形機特性・金型特性・量産性(成形安 ...
軟質ブロック
ご好評頂いております、「IMPブロック」ですが、 最近、軟質材料での依頼が増えてまいりました。 熱可塑性エラストマー(TPE)もそうですが、 硬質プラスチックにゴム質をアロイした材料の依頼が多くなりました。 軟質材ですと切削用素材として押出し成形で行うものは無く、 切削加工屋等、 ...
新年を迎えて
昨年は多くの方との出会いがあり色々な面でお世話になりました。 弊社にとってこの様な出会いは宝物です。 5年前より独自に開発してまいりました射出成形の新しい生産技術も 着実に進化を遂げてまいりました。 弊社にとって開発による失敗は沢山の事を学ばさせてくれます。 例えばひとつの目的を ...
IMPブロックの進化
好評頂いております、「IMPブロック」がより扱いやすく、 高精度で製造出来る様に進化いたしました。 製品サイズは以前と同様70mmX70mmX25mmで 以前より問題となっていた下記の項目を改善いたします。 1、フローマークの改善 2、ジェッティングの改善 3、エアー巻き込みによ ...
「ものづくり中小企業製品開発等支援補助金」採択!
「全国中小企業団体中央会」を窓口とする「ものづくり中小企業製品開発等支援補助金」事業に採択されました。 この事により当社で開発を進めています、「IMP工法」の市場投入が加速します。 感謝いたします。
ヒートアンドクール工法の考察
近年、ヒートアンドクール工法が注目を浴びている、 金型の温度を射出時に上げ、直後に冷却し製品を作るといった 考え方である。 加熱に蒸気や電気的なヒーターが使われているが、 急速冷却を行なう必要があるため金型の温調に工夫が必要となる。 ヒートアンドクール工法でのメリットは型の転写性 ...
IMP工法事例①
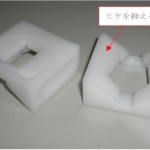
(有)プレテック・エンジニアリング(検査機器設計製造販売) 社長様のコメント 測定機器用部品として写真の製品を切削加工で行っていました。 数量が多くなる事もあり、様々な成形メーカーに問合せを行いましたが、 POM材で肉厚部のヒケを抑える事が出来ないとの事で ...
製品設計・曲げ弾性について
多くの企業より曲げ弾性率に関するお問い合わせを頂いております。 今回はこちらをテーマにご説明いたします。 樹脂において外力による変形が完全に元に戻る変形を弾性変形と呼び、その応力限界を弾性限界と呼びます。プラスチック材料は一般に弾性と共に粘性を兼ね合わせもつ粘弾性体なので、厳格な ...
シルバー・ストリークについて
成形不良の原因の一つがシルバーである。 正式には「シルバー・ストリーク」と称すが、通常はシルバーと呼んでいる。 シルバーの原因は樹脂内に在る気泡が原因であるが、 可塑化時にシリンダー内にもともと存在する物と、様々な理由で気泡が射出時に発生する又は気泡が混入する事が原因である。 1 ...